在安阳等离子焊机焊炬中,钨电极位于铜喷嘴内,该铜喷嘴在处具有小开口。在焊炬电极和喷嘴端之间引发引导电弧。然后将该电弧转移到待焊接的金属上。通过迫使等离子气体和电弧通过收缩孔,火炬将高浓度的热量传递到一个小区域。采用焊接设备,等离子工艺可生产出质量的焊接。 等离子焊机所用到的等离子气体通常是氩气。割炬还使用二次气体,氩气,氩气/氢气或氦气,这有助于屏蔽熔融焊接熔池,从而大限度地减少焊接的氧化。
等离子焊机所用到的等离子气体通常是氩气。割炬还使用二次气体,氩气,氩气/氢气或氦气,这有助于屏蔽熔融焊接熔池,从而大限度地减少焊接的氧化。 等离子焊机罐体自动焊机的焊接:等离子工艺可以轻柔地始终在电线或其他小部件的端部开始电弧,并在焊接时间非常短的情况下进行可重复焊接。当焊接诸如针,线,灯泡细丝,热电偶,探针和一些手术器械的部件时,是很有优势的。
等离子焊机罐体自动焊机的焊接:等离子工艺可以轻柔地始终在电线或其他小部件的端部开始电弧,并在焊接时间非常短的情况下进行可重复焊接。当焊接诸如针,线,灯泡细丝,热电偶,探针和一些手术器械的部件时,是很有优势的。 等离子焊机罐体自动焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极优选用于反极性焊接,即直流电极正极(DCEP)。
等离子焊机罐体自动焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极优选用于反极性焊接,即直流电极正极(DCEP)。 所有等离子焊机弧焊枪都是水冷式的,甚至是低电流范围的割炬。这是因为电弧包含在火炬的腔室内,在那里产生相当大的热量。如果水流短暂中断,喷嘴可能会熔化。等离子弧焊炬头在非转移期间,电弧将在喷嘴或端部与孔口和钨电极之间被撞击。手动等离子弧焊炬有各种尺寸,从100安培到300安培。还提供用于机器操作的自动割炬。
所有等离子焊机弧焊枪都是水冷式的,甚至是低电流范围的割炬。这是因为电弧包含在火炬的腔室内,在那里产生相当大的热量。如果水流短暂中断,喷嘴可能会熔化。等离子弧焊炬头在非转移期间,电弧将在喷嘴或端部与孔口和钨电极之间被撞击。手动等离子弧焊炬有各种尺寸,从100安培到300安培。还提供用于机器操作的自动割炬。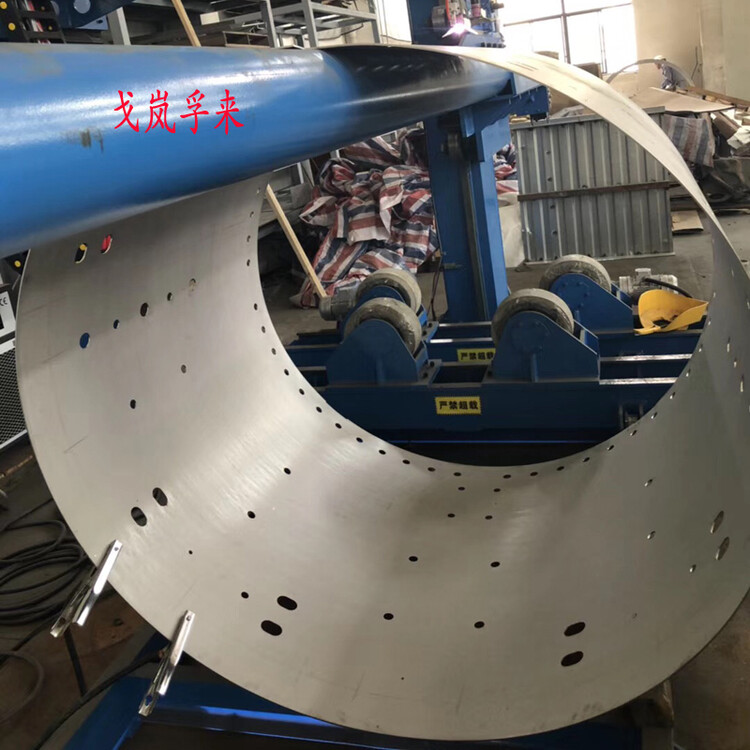 等离子罐体自动焊机弧焊:操作原理。等离子弧焊工艺通常与气体钨电弧工艺进行比较。如果钨电极和工件之间的电弧在横截面积上受到限制,则其温度会升高,因为它带有相同的电流量。这种收缩的电弧称为等离子体,或第四种物质状态。
等离子罐体自动焊机弧焊:操作原理。等离子弧焊工艺通常与气体钨电弧工艺进行比较。如果钨电极和工件之间的电弧在横截面积上受到限制,则其温度会升高,因为它带有相同的电流量。这种收缩的电弧称为等离子体,或第四种物质状态。
等离子焊机焊接电流可以是脉冲的,以获得脉冲为气体钨极电弧焊接提供的相同优点。高电流脉冲用于大穿透,但不是全时以允许金属凝固。这为不合适的工作提供了更容易控制的水坑。脉冲可以通过与用于气体钨极电弧焊的相同的装置完成。
随着工业的飞速发展,各生产厂家也迫切的需要一款可靠的等离子焊机,来适应到越来越多的钛合金管道各行各业中。来解决在生产过程中钛合金管道焊接的问题,提高生产率。由于钛合金管道焊接对母材的热输入有严格的控制,因此对焊接电源也有严格的要求。既要到焊接过程中的稳定,形成美观的焊缝。同时对母材要降低热输入,减少热变形。
安阳等离子焊机服务周到罐体自动焊机
更新时间:2025-03-17 15:57:02







收藏
举报